
With the popularization and promotion of door and window products, people have put forward more and higher requirements for the quality of finished windows and profile extrusion technology. In the past two or three years, many profile manufacturers have broken the conventional practice. Gradually, on the basis of the original soft and gentle natural – color plastic profiles, they have made attempts at the production technology of colored profiles and gradually matured. The personalized and colorful development of plastic doors and windows is also adapting to different building environments and different consumer groups.

At present, there are many types of production and extrusion processes for colored profiles. This article will briefly discuss the processing technology essentials of co – extrusion, film lamination, spraying, wood – grain, full – body colored, black, as well as aluminum – plastic composite and wood – plastic composite profiles.
1. Co – extrusion Profiles
Co – extrusion profiles are divided into organic co – extrusion technology and inorganic co – extrusion technology. For colored co – extrusion profiles, they belong to organic co – extrusion, which includes co – extrusion of the same material and co – extrusion of different materials.
1.1 Co – extrusion of the Same Material, i.e., PVC – PVC Co – extrusion
This extrusion technology is to extrude a colored surface layer of the same material with a thickness of 0.4 – 0.6 mm (mostly wood – grain color) on the large surface of the profile, so as to play a decorative role. Except for opening an additional co – extrusion flow channel in the die manufacturing, other process methods are no different from the conventional extrusion of PVC natural – color materials. Because it is co – extrusion of the same material, its affinity is relatively strong, and it is easy to operate and produce. The defect is that additional co – extrusion equipment is required, which increases the cost. Moreover, the co – extrusion surface of co – extrusion profiles is generally used outdoors, so its anti – aging performance is weak, and color transfer and fading will occur over time.
1.2 Co – extrusion of Different Materials
1.2.1 PMMA – PVC Co – extrusion
It is to extrude a colored PMMA (Polymethyl Methacrylate, commonly known as organic glass) material layer with a thickness of 0.25 – 0.5 mm on the surface layer of the large surface of the profile. Its anti – aging performance is better than that of PVC, and it has excellent weather resistance, thermal stability, impact resistance and anti – ultraviolet ability, as well as good decorative effect. In the production process, the original monochrome profile sizing die can be retained, and a new head or a part of the original head can be added to realize the co – extrusion of the colored layer. The defect is that due to different materials, it is difficult to control the extrusion process. There are temperature differences, the adhesion ability of the two materials is directly related to temperature control, and the different shrinkage rates of the two materials due to the influence of cooling speed during sizing will lead to profile bending or later bending.
1.2.2 ASA – PVC Co – extrusion
This method is also to extrude a colored ASA material layer with a thickness of 0.20 – 0.4 mm on the surface layer of the large surface of the profile. ASA is widely used in the automotive coating field, and its water resistance, acid and alkali resistance, chemical reagent and solvent resistance, pollution resistance, and decorative effect are better than the above two profiles. It has been tried and applied in profile extrusion technology in the past one or two years. Although some results have been achieved, the real application effect is still unknown. Domestic reports on it are also very few, and because the two materials are co – extruded, their expansion coefficients are different, so the profile is prone to bending and later bending.
1.3 Common Characteristics of Co – extrusion Profiles
It lies in a co – extrusion die. Some manufacturers only make slight improvements on the original head and add a co – extrusion flow channel, which often causes material leakage or uneven thickness of the co – extrusion surface layer, resulting in inconsistent color depth. To truly solve this problem, we should first consider the co – extrusion flow channel. The conventional co – extrusion flow channel is relatively short from the cavity, and its melt pool is very small. The pressure distribution of the material in the melt pool is uneven, resulting in inconsistent thickness of the co – extrusion layer. The improved die not only lengthens the flow channel but also enlarges the melt pool, so that the pressure of the material in the melt pool is evenly distributed, thus achieving uniform thickness of the skin layer. This has been practiced and verified by individual domestic mold manufacturers.
It should be emphasized that the 0.3 mm opening combined with the main material flow channel should be reserved during the mold manufacturing process. It can be opened after the profile manufacturer has debugged the main material to be qualified. This greatly reduces the waste of raw materials of the profile manufacturer and also reduces the debugging difficulty of the co – extrusion mold.
2. Film – laminated Profiles
Film – laminated profiles are much simpler and more mature than co – extrusion technology. Film – laminated profiles are made by gluing the profile mechanically and then laminating a special PVC color or wood – grain modified film on the surface of the profile. This method is very convenient for the selection of wood – grain colors, suitable for indoor decoration, but cannot meet the use requirements of external windows. Moreover, additional equipment is required, and the relative cost is relatively high.

3. Sprayed Profiles
Sprayed profiles are made by spraying special coatings on the surface of the profile to change the color of the surface of plastic doors and windows. The coating is firmly combined with the profile body, and the processing technology is simple. The color design is arbitrary. It is widely used in Europe, America, Canada and other countries. At present, the method adopted in China is mostly fluorocarbon spraying. This method requires additional equipment such as roll coaters, automatic sprayers, and dryers. The relative cost is also relatively high.
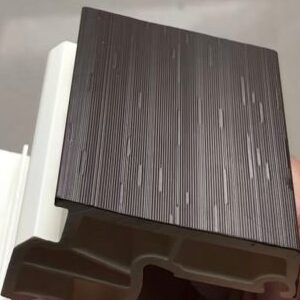
4. Wood – grain Profiles
At present, there are two production technologies for wood – grain profiles in China. One is to add wood – grain color paste during the extrusion process; the other is to realize it by blending color masterbatch particles with PVC formula materials.

4.1 Color Paste Method
The color paste method is a method to obtain the wood – grain effect by adding it proportionally through the vent hole of the extruder with a metering pump during the profile extrusion process. The color depth of this method can be realized by a metering pump. The wood – grain effect is also relatively ideal. However, because the addition of color paste increases the lubrication effect, the fluidity of the material will change, which makes the requirements for the mold and extrusion process relatively harsh. Moreover, adding it at the vent hole, the main machine cannot realize vacuum pumping, which is likely to cause foaming of the internal ribs or inner walls of the profile, which has a great impact on the heated state and the dimensional change rate of the profile. The color is easy to transfer. The color paste is easy to precipitate and cause blockage of the delivery pipe, which brings inconvenience to production.
4.2 Color Masterbatch Method
The color masterbatch method is completed by lapping the color masterbatch with the original feeding system of the extruder at the feeding port of the extruder through an auxiliary feeding system and feeding them proportionally at the same time. This method uses the characteristic of poor dispersibility of granular materials to achieve the wood – grain effect. The color masterbatch of this method uses high – grade pigments from Europe and the United States, which have excellent light resistance, weather resistance, and heat resistance, and good processing performance. The simulated wood – grain effect of the profile is clear and realistic, with a strong sense of hierarchy, and can improve the gloss of the original profile. Moreover, no titanium dioxide, ultramarine, fluorescent brightener and other pigments are added. Only an appropriate amount of ultraviolet absorber and antioxidant are added, which can effectively improve the weather resistance of the profile and prolong the anti – aging life of the profile.
4.3 Whether It Is the Color Paste Method or the Color Masterbatch Method
Due to the difference in the size of the extruder and the mold, when the wood – grain thickness effect is deviated, the barrel temperature can be adjusted according to the wood – grain effect:
– 4.3.1 If the wood grain is too fine or there is no wood grain, the barrel temperature can be appropriately reduced.
– 4.3.2 If the wood grain is too coarse, the barrel temperature can be appropriately increased.
– 4.3.3 The adjustment range is ±3~5℃.
Another method is to adjust by changing the aperture of the perforated plate or not using the perforated plate. Not using the perforated plate or increasing the aperture of the perforated plate will make the wood grain coarser. Adding a perforated plate or reducing the aperture of the perforated plate will make the wood grain finer.
At present, the color masterbatch method has a trend of gradually replacing the color paste method.
5. Full – body Colored Profiles
The production process of full – body colored profiles is basically the same as that of the wood – grain color masterbatch method. However, the color masterbatch for full – body coloring is powdery, with strong dispersibility and good melting effect with the base material. Thus, uniform color is obtained. At present, the common colors on the market are dark green, deep green, bronze, bright blue and sea gray.
The requirements of full – body color and wood – grain color masterbatch method for extrusion process and mold are basically the same as those of white profiles.
6. Black Profiles
Black profiles are basically the same as full – body colored profiles. Originally, carbon black should be added to the PVC formula system, but carbon black has strong flying and adsorption properties, which will cause relatively large pollution to the compounding system, feeding and extrusion system, and production environment. In order to reduce pollution, carbon black can be prepared into color masterbatch in advance. In order to eliminate the problem of strip – like patterns easily appearing on the profile due to poor dispersibility of the color masterbatch, the color masterbatch pellets should be ground into powder again. Because of its good dispersibility and inherent plasticity, it reduces flying and adsorption, and minimizes the pollution degree.

In this method, the color masterbatch should be added to the cold mixing for mixing. If it is added to the hot mixing, it is easy to melt and coat CaCO₃ particles again. White spots are easy to appear on the surface of the profile.
The addition of ultraviolet absorber in the formula of black profiles is essential, and the amount should be larger than that added in other colored profiles to effectively prevent its aging. However, black profiles are widely used in soft PVC plastics and rubber parts, but rarely used in the door and window field.
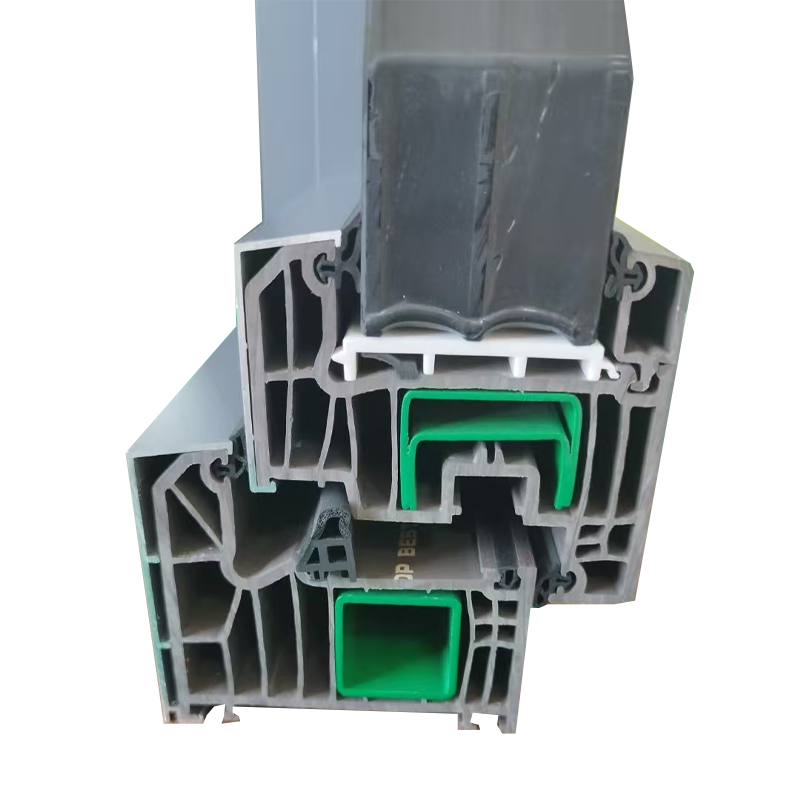
7. Aluminum – plastic Composite Profiles
Aluminum – plastic composite profile is a kind of profile that is laterally composite (embedded) with aluminum alloy and plastic profile. It is included in the category of colored profiles because the aluminum alloy compounded with the profile is mostly colored. The color of the aluminum alloy profile is diversified through electrophoresis or powder spraying, and it has been applied and promoted in the door and window industry. And its market share still ranks above other materials including plastic profiles.
Aluminum – plastic composite profiles almost include all the advantages of aluminum alloy and plastic profiles, and complement each other’s shortcomings. This kind of profile is suitable for external building windows. It can play the roles of anti – aging, sound insulation, heat insulation, wind pressure resistance, ultraviolet resistance, etc. But the only defect is that the combination method of the door and window is screw connection or 45° angle splicing, and its water – proof performance is inferior to that of plastic window welding.
During the production of this kind of profile, aluminum and plastic do not affect each other. Only in the later stage, the aluminum material is processed by a tooth opening machine. After tooth opening, it is embedded with the profile through a strip feeding machine, and then compounded by a roller press. The strength of the composite profile is higher than that of the single plastic profile.
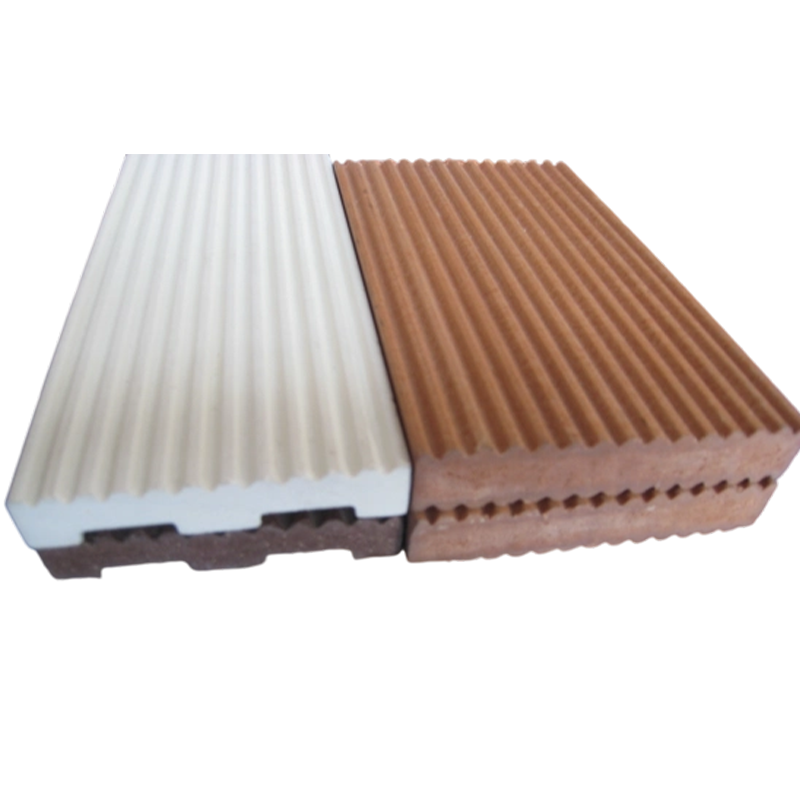
8. Wood – plastic Co – extrusion
Wood – plastic co – extrusion is made by co – extruding sawdust, sorghum stalks, corn stalks and other waste materials with PVC, PE and PP. Because the added auxiliary materials are colored themselves, it is necessary to add a color masterbatch similar to the main material in the main material to achieve the overall color. Wood – plastic co – extrusion is mostly used for decorative materials, mostly thick – walled or solid, and some need to add micro – foaming and skinning technology. The requirements for molds, extrusion processes and formula processes are relatively high. Because of its good processability and decorativeness, it gradually replaces wood and is widely used in the fields of interior decoration and furniture processing.
The reasons why colored profiles have not been further promoted and applied are not only the complex production process and high cost, but also the certain difficulties in door and window production (such as corner cleaning) and waste recycling. Moreover, the common defect of colored profiles is that they will fade more or less, which also restricts their market development.
In conclusion, with the development of advanced chemical technology, people will seek more innovative ideas for colored profiles. Colored profiles will also gradually complete their process of experiment, production and maturation, thus realizing the diversification and colorization of profiles. Colored plastic profiles have broad development prospects. We also believe that the emergence of colored profiles will also drive the steady development of the entire plastic door and window industry.