


High-Speed Window Profile Extrusion Tooling
Under the backdrop of increasingly fierce market competition, companies are continuously striving to reduce costs while ensuring product quality. As a result, high-speed extrusion molds are gaining more and more favor among manufacturers. To achieve efficient and stable high-speed production, it is essential to systematically coordinate the following four key aspects: dies, extruders, formulations, and raw materials. Below, I will provide a detailed explanation of each of these aspects.
Key Points of Mold Design
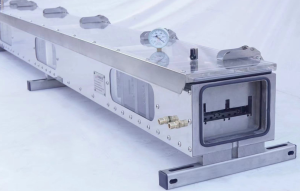
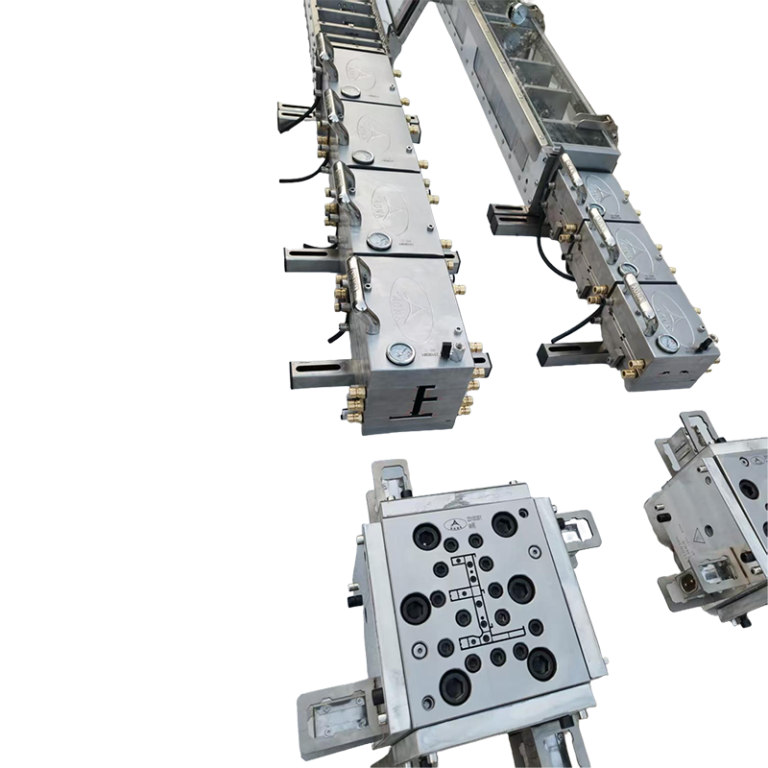
- Aona extrusion mould heating plate is made of three different materials. The first layer is 304 stainless steel(see figure 1), the middle is the mica heating plate(see figure 2), and the bottom is the cast aluminum plate(see figure 3). This design is convenient for future maintenance. If the heating plate is damaged after many years, only the middle mica layer needs to be replaced, and the other two parts do not need to be replaced, which reduces costs and is easy to operate. In order to prevent the plug of the heating plate from being damaged during the disassembly process, our company has specially added a protective device(See the part circled in yellow in the picture.), as shown in the figure. A U-shaped support frame is added at the bottom, which is used to disassemble the entire head and the heating plate

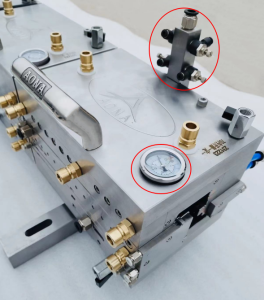
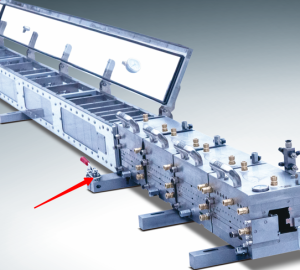
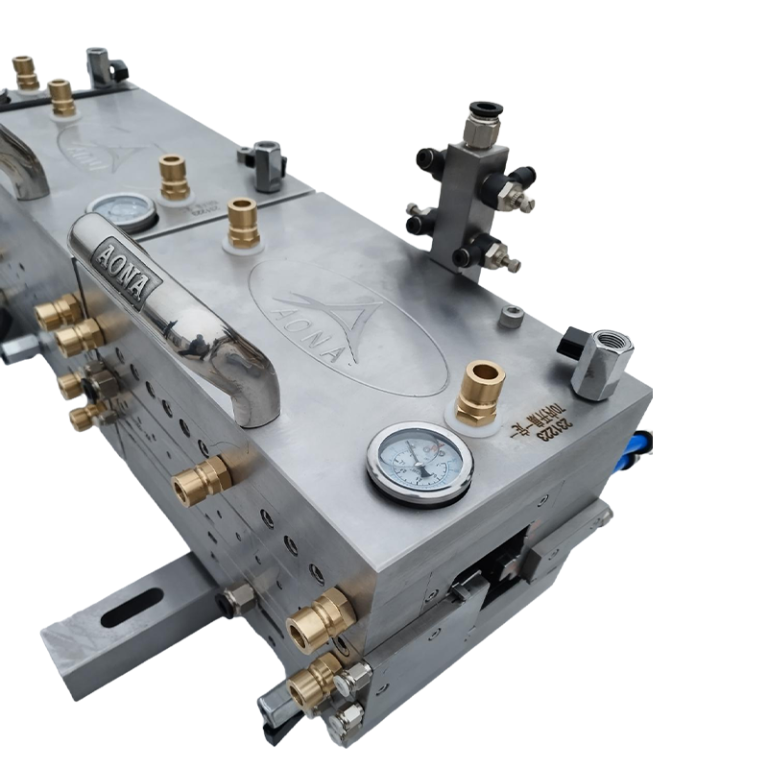
- In the production of plastic door and window extrusion mould, if the formula involves adding 5-10 kg of calcium powder per 100 kg of PVC, it is considered a high-quality extrusion tooling in our extrusion mold industry. For such high-quality extrusion die, Aona Molds adopts a special design by incorporating an instant heating device at the exit of the machine head. This device operates on a 24V DC voltage and helps enhance the surface gloss of the profiles. Refer to the position highlighted in green in the image above.
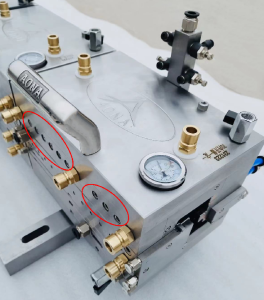
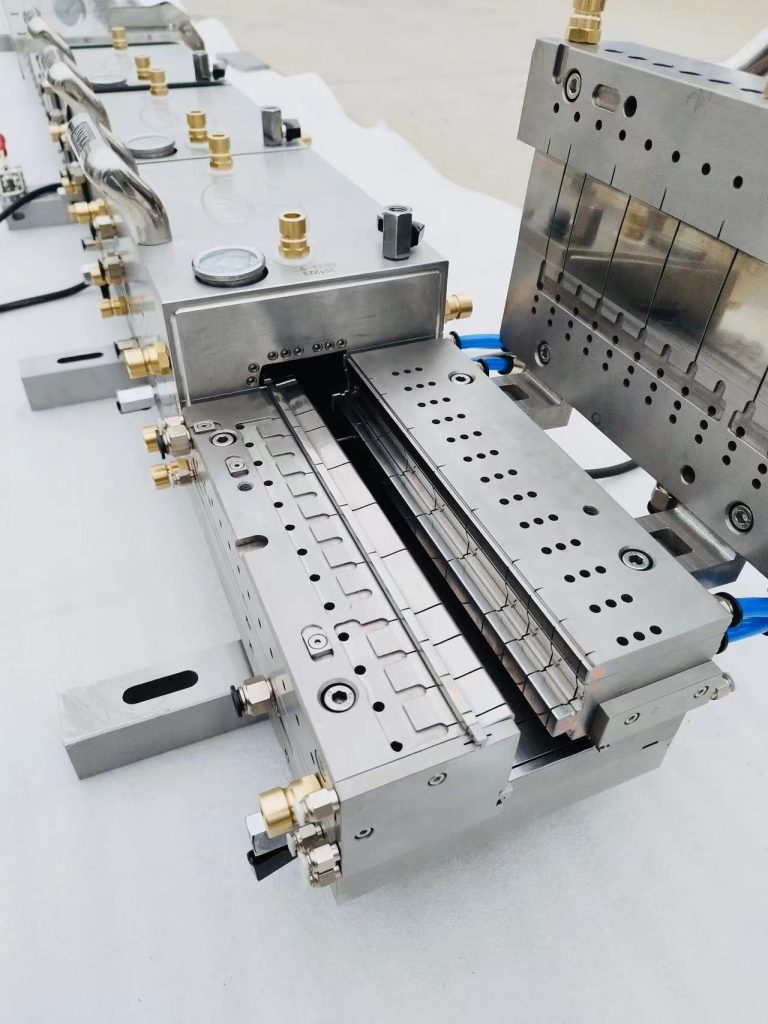
- Multi-chamber thick-walled high-speed extrusion molds often face the issue of bent internal ribs during production, resulting in a curved shape that affects aesthetics. AONA UPVC extrusion molds employ a unique technology, as illustrated in the central part of the diagram. A compressed air channel is designed in areas of the mold that are difficult to cool. During the extrusion process, this channel sprays compressed air to provide auxiliary cooling to the mold. This innovation helps balance the cooling efficiency across different parts of the high-quality extrusion mold, thereby increasing the overall extrusion speed. As a result, the produced door and window profiles exhibit superior appearance and gain higher customer satisfaction. AONA extrusion tools have already implemented this design in many customer applications and have received highly positive feedback. Customers acclaim AONA extrusion dies as the finest high-quality door and window extrusion moulds in China.
- Engineers who produce extrusion profiles for doors and windows are well aware of a common principle: the faster the extrusion speed, the lower the vacuum level required in the calibration unit. To make operation more convenient for extrusion machine operators, AONA plastic extrusion molds are equipped with a vacuum gauge and an air release valve (as shown in the circled area in the image below). This allows operators to adjust the vacuum level in real time, optimizing the extrusion process. By recording the parameters, operators can quickly produce qualified profiles in subsequent production runs based on the documented settings.

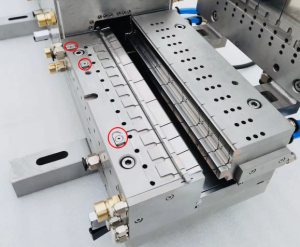
- Explanation of the Positioning Key Design and Wear Compensation Mechanism for Aona Extrusion DiesThe calibrators in extrusion dies produced by Aona Extrusion Tools all employ a patented design utilizing three square positioning keys (refer to the three components marked with red circles in the figure below). This design is engineered to ensure exceptional processing precision and long-term equipment service life, with the following specific advantages:
1. Exceptional Positioning Accuracy: The three-square positioning key structure forms a statically indeterminate positioning system, effectively suppressing multi-dimensional displacement and deformation. Consequently, it stably controls the die’s positioning accuracy within 0.005 mm, providing a fundamental guarantee for the dimensional accuracy of the profiles.
2. Innovative Wear Compensation Solution: A common industry challenge is the enlargement of the die internal cavity due to plastic wear after prolonged periods (e.g., five years) of high-load production, which leads to out-of-tolerance profile dimensions. To address this, Aona offers a standardized and efficient solution. When it is confirmed that a die’s dimensions have deviated due to normal wear, your company can contact us. Based on a technical assessment, we will provide eccentric positioning keys of specific specifications (e.g., 0.1mm, 0.2mm, 0.3mm). Replacing this component allows for rapid and precise compensation of the wear volume in the die cavity, restoring it to its initial tolerance range and enabling the continued production of fully compliant profiles.Summary of Core Value:
This design,through its repairable, modular adjustment capability, significantly extends the effective service life of extrusion dies, avoids the substantial costs associated with complete die replacement, and fundamentally assists customers in enhancing production efficiency and market competitiveness.
- To ensure that molds can withstand long-term high-speed production, optimizing the design of the cooling channel system is particularly crucial. Our company adheres to the following two core principles in actual design and machining:1. Minimizing the Distance Between Water Channels and the Cavity
To improve cooling efficiency, the water channels should be placed as close as possible to the cavity surface. Our company typically controls this distance to approximately 2.5mm, which enhances heat transfer and accelerates the cooling rate.
2. Rational Planning of Water Flow Direction
If the water flow direction is parallel to the plastic extrusion direction, it leads to uneven temperature distribution within the mold cavity, resulting in wavy isotherm patterns that compromise cooling uniformity and production speed. Therefore, our company adopts a design where the water flow direction is perpendicular to the extrusion direction. This approach ensures that the temperature profile across the same cross-section approximates a straight line, with nearly uniform temperature at each point, thereby achieving more consistent and efficient cooling.As indicated in the area marked by the ellipse in the diagram, the vertical flow channel layout used by our company, although relatively higher in machining complexity and cost, effectively enhances the cooling performance and production stability of the mold.
channels, which have the advantage of uniform cooling and high cooling efficiency.
- On the Application of Fixed-Point Air Blowing Devices in High-Speed extrusion Molds to Optimize Material Discharge Uniformity
1. Background and Challenges
In high-speed extrusion production processes, the uniformity of material discharge from the mold is crucial for ensuring both product quality and production efficiency. However, in actual production, variations in the performance of different extruders used, along with slight differences in the melt fluidity of raw materials from different factories, can cause fluctuations in the discharge rate at various flow path locations when material passes through the mold.
This is specifically manifested as: local areas of the mold discharging material too quickly, while other areas discharge relatively slowly. This uneven discharge phenomenon directly affects the cross-sectional shape and dimensions of the product, and in severe cases, can even prevent normal production.
2. Traditional Countermeasures and Limitations
Faced with the above issues, the traditional approach relies on the experience of extrusion operators for manual intervention. Experienced operators typically use a temporary air hose to blow air onto and cool local areas with excessively fast discharge. Through this physical cooling method, the fluidity of the material in that area is temporarily reduced, thereby synchronizing the overall discharge rate and restoring production.
Although this method is effective, it has obvious limitations:
·Low efficiency: Each adjustment requires workers to find tools and perform manual operations, which is time-consuming and labor-intensive.
·Reliance on experience: The effectiveness of the adjustment highly depends on the individual operator’s experience and judgment, making it difficult to guarantee stability.
·Potential safety hazards: Temporary air hoses and operations increase the complexity of site management.3. Our Innovative Solution
To overcome the shortcomings of traditional methods, our company has made forward-looking design improvements to high-speed molds. Based on historical data and fluid dynamics analysis, we have pre-integrated dedicated fixed-point air blowing devices at key locations on the mold that are prone to excessive discharge.
The core advantages of this solution are:
·Standardization and pre-configuration: Transforming experiential handling methods into standardized mold function design.
·Extremely simplified operation: When localized excessive discharge occurs during production, operators need no temporary preparations; they simply need to open the corresponding valve to achieve precise and efficient cooling adjustment.
·Rapid response: Significantly reduces downtime caused by mold adjustments, ensuring production continuity and high efficiency.4. Summary
By integrating fixed-point air blowing devices, our company’s molds not only enhance technical added value but also substantially reduce operational difficulty for customers, save valuable production time, and decrease reliance on specifically skilled workers. This design reflects our core philosophy of being problem-oriented and committed to creating greater value for customers through technological innovation.
- In high-end window profile extrusion production, the stability and convenience of the mold system are crucial determinants of both final product quality and production efficiency. Leveraging profound technical expertise, AONA Extrusion has achieved key innovations in the design of molds and supporting equipment, delivering a solution that is more stable, efficient, and user-friendly.
Core Design Highlights:
1. Full-Line Quick Connections for Multiplied Operational Efficiency
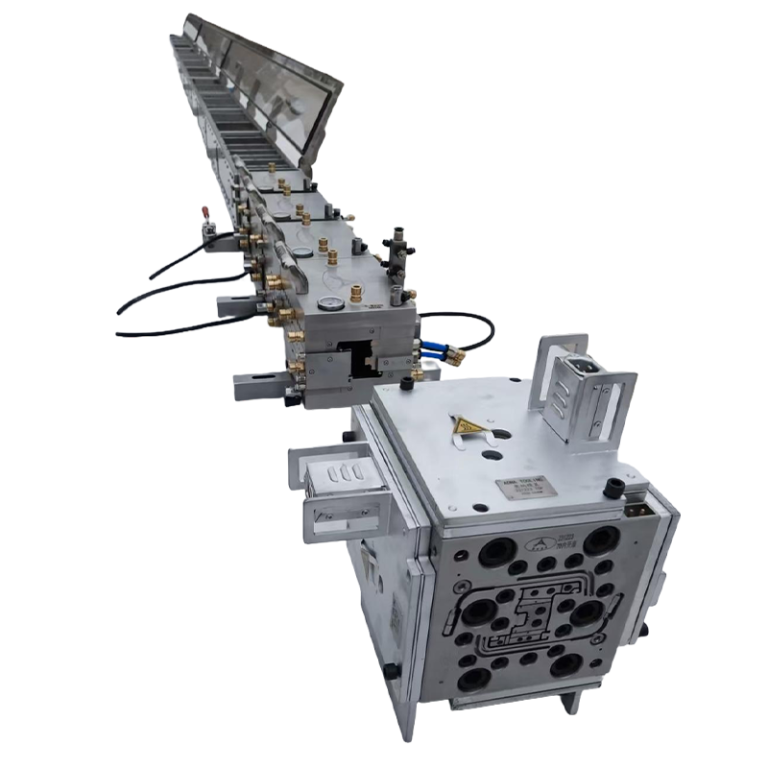
AONA’s high-quality extrusion mold system incorporates unique dual quick-connect mechanisms between the extrusion calibrator and the cooling tank,as well as between individual tank sections. This design moves beyond traditional, cumbersome bolted connections, providing operators with unprecedented ease of use. It significantly reduces mold changeover and maintenance time, thereby effectively boosting overall production line efficiency.2. Self-Adaptive Fixation Design to Prevent Warping at the Source
To ensure absolute straightness of profiles during high-speed extrusion,the AONA system features a revolutionary fixation design. Our 4-section calibrator and 9-meter cooling tank are treated as an integrated unit, secured to the fixation table at the calibrator inlet using only two M12 screws.The Ingenuity of This Design: It establishes a precise benchmark for the entire mold and tank system while allowing for minimal self-adaptive adjustment under mechanical stress and thermal expansion/contraction. This enables the profile to automatically adjust and maintain optimal straightness during extrusion, effectively preventing defects such as warping and twisting caused by stress concentration at the root. This guarantees the high precision and superior quality of the final product.

- AONA Tooling Calibrator Handle: Meticulous Craftsmanship, Ensuring Safety
· Premium Material: Precision-cast from 304 stainless steel, offering robust structure and excellent corrosion resistance.
·Refined Finishing: Meticulously polished by machine, resulting in smooth edges and a superior texture.
·Brand Identification: Features an embossed company logo, highlighting brand identity and commitment to quality.
·Safety & Reliability: Exceptional structural strength eliminates the risk of detachment, effectively preventing workplace accidents and ensuring long-term durability.
- AONA Water extrusion Tank Cover Plate Innovative Design
· Self-Weight Sealing: Integrated stainless steel counterweight bar utilizes gravity to automatically compress the seal, eliminating the need for bolt fastening.
· Rapid Operation: Tool-free opening and closing can be completed in seconds, saving over 70% of operation time.
· Simplified Structure: No redundant fasteners, reducing failure rates and simplifying maintenance.
· Elegant Appearance: Thickened acrylic plate combined with stainless steel trim offers a premium look that enhances the overall equipment aesthetic.
- Technical Specifications for Core Equipment of High-Speed Extrusion Production Line
I. Design Basis and Production Objectives
To meet the demands of high-speed production with premium molds, this technical specification establishes the core parameters for a high-performance extrusion system, ensuring line stability, high efficiency, and superior product quality.
· Line Speed: ≥ 3.5 meters/minute, with the capability to operate stably within a range of 4-5 meters/minute to accommodate the production requirements of different profiles.
· System Output Target: The extruder host output must guarantee no less than 300 kg/hour. To handle peak demand and provide a buffer, it is recommended to select a model with a rated capacity of 330-350 kg/hour.
· Core Quality Requirements: Achieve stable high dimensional accuracy, excellent surface finish, and uniform material plasticization.II. Key Technical Requirements for the Extruder Host
The host is the core of the production line, and its performance directly determines output and melt quality.
1. Brand and Model Selection Recommendations
· To achieve the high-speed, high-output goals stated above, it is recommended to employ renowned European high-end brands with excellent reputations in the industry, such as:
· KraussMaffei
· Cincinnati
· Theysohn
· WEBA
· These brands possess mature technology in screw design, temperature control precision, and overall machine stability, making them particularly suitable for high-speed extrusion applications.
2. Specialized Screw Design
· Core Requirement: Must be equipped with a high-performance screw optimized specifically for high-speed extrusion.
· Design Features: Should feature a high compression ratio and optimized shear and mixing sections (e.g., barrier screws, wave screws, etc.), ensuring uniform and sufficient plasticization of the material within the very short residence time, thereby avoiding material degradation due to shear overheating.
· Material and Processing: The screw surface must undergo high-strength treatment, such as bimetallic lining or deep nitriding, to withstand the severe wear caused by high speed and high output.
3. High-Precision Temperature Control System
· Control Accuracy: The barrel and die must utilize a multi-zone, closed-loop, precision temperature control system. The temperature control accuracy for each zone should reach ±1°C.
· System Capability: The heating and cooling system requires high response speed to promptly suppress heat fluctuations generated by high-speed shear, ensuring extreme stability in melt viscosity and flow properties.III. Technical Parameters for Ancillary Systems
The success of high-speed production is highly dependent on the precise coordination of downstream auxiliary equipment.
1. Cooling System
· Water Temperature Control: The process cooling water temperature for the vacuum calibration table and cooling tank must be strictly controlled within the narrow range of 14°C – 18°C. This is critical for rapid, uniform product sizing and reducing internal stresses.
· Water Pressure Requirement: The system water supply pressure needs to be stable at 2 bar to ensure sufficient flow rate and penetration for efficient heat exchange.
· Equipment Configuration: Must be equipped with a high-capacity industrial-grade chiller unit, featuring automatic temperature control and pressure compensation functions.
2. Haul-Off and Cutting System
· Haul-Off Equipment: Must employ a multi-caterpillar high-speed haul-off, possessing powerful gripping force and precise speed synchronization to completely prevent product slippage or deformation.
· Cutting Equipment: The cutter (servo-driven flying saw or orbital cutter is recommended) must achieve precise, synchronized, and stress-free cutting at the maximum line speed, resulting in smooth, burr-free cut ends. - Technical Key Points for Formula Design of High-Speed Extrusion UPC Window Profiles
I. Design Background and Core Issue
To match the efficient operation of high-speed extrusion production lines (line speed ≥ 3.5 meters/minute), the formula design for UPC window profiles requires specialized optimization. Under high-speed, high-shear conditions, conventional formula systems cause excessive “internal heat” generation due to intense shear and internal friction, leading to over-plasticization. This manifests as:
· Yellowing of material color, thermal degradation.
· Decline in the mechanical properties of the profile (impact strength, weld corner strength).
· Surface defects such as bubbles, gel particles, or roughness.
· Fluctuations in die pressure, affecting extrusion stability and product dimensional accuracy.Therefore, the core objective of formula design shifts from “ensuring sufficient plasticization” to “achieving precise and moderate plasticization under high-speed shear.”
II. Core Principles and Solutions for Formula Adjustment
To achieve this goal, formula adjustments should focus on two core aspects: “Lubrication Balance” and “Thermal Stability Enhancement.”
1. Thermal Stabilizer System: From ‘Adequate’ to ‘Efficient and Compatible’
· Core Concept: The goal is not only to neutralize HCl produced by PVC decomposition but also to focus on suppressing the additional thermal load caused by high-speed shear.
· Adjustment Solutions:
· Proportion Adjustment: Under high-speed extrusion conditions, it is recommended to appropriately increase the total amount of thermal stabilizer (e.g., increase by 5%-15% based on the conventional amount) to provide a wider thermal stability window.
· Type Optimization: Prioritize the use of highly efficient, synergistic composite stabilizers. For example:
· For lead salt systems, ensure a balanced ratio of internal and external lubrication.
· For environmentally friendly systems like calcium-zinc, select high-efficiency varieties specifically developed for high-speed extrusion, which offer stronger resistance to “zinc burning.”
· Functional Focus: The stabilizer should possess excellent early color retention and long-term thermal stability to cope with potential instantaneous temperature spikes.2. Lubrication System: Reconstructing the ‘Internal-External Lubrication Balance’
This is the most critical link in resolving over-plasticization during high-speed extrusion.
· Core Concept: Reduce internal friction within the material (internal lubrication) while ensuring appropriate slip between the material and metal surfaces of the equipment (external lubrication), thereby effectively controlling shear-induced heat.
· Adjustment Solutions:
· Increase the Proportion of External Lubricant:
· Function: Forms a more effective lubricating film on the barrel and screw surfaces, reducing adhesion and friction between the metal surface and the material, lowering conveying resistance and shear heat generation. This is crucial for preventing material “slippage” and overheating in the barrel.
· Note: Excessive external lubrication can lead to poor plasticization and unstable extrusion pressure.
· Optimize the Proportion of Internal Lubricant:
· Function: Promotes slip between resin particles, reduces melt viscosity, and thus decreases internal friction heat generation.
· Adjustment: Under high speed and high shear, the effect of internal lubrication is amplified. Fine-tuning based on the actual plasticization state is necessary, typically requiring precise formulation to avoid excessively low melt strength due to overdose.
· Achieving “Dynamic Balance”: The lubrication balance point for high-speed extrusion differs from that for conventional speeds. It is essential to experimentally find the optimal ratio of internal to external lubricants under the new operating conditions that effectively controls the degree of plasticization (typically targeting 60%-70%) while ensuring melt homogeneity and conveying stability.3. Selection of Processing Aids
· Consider adding an appropriate amount of acrylate-based processing aids. By promoting uniform plasticization of the material, they can help mitigate plasticization unevenness potentially caused by lubricant adjustments, though note that they themselves can introduce some additional shear.
- Standards for Incoming Raw Material Control and Testing in High-Speed Extrusion Production
1. Purpose and Scope
To ensure the extreme stability of the high-speed extrusion production process (especially for high-standard products like UPC window profiles) and guarantee the consistency and high quality of the final product performance, this standard is specially formulated. This standard applies to the incoming inspection of all new batches of PVC compound and key additives intended for use in high-speed extrusion production.
2. Core Control Philosophy
In a high-speed extrusion state, any minor fluctuation in raw materials will be amplified, leading to instability in melt viscosity, plasticization behavior, and die pressure, directly affecting product quality and production line efficiency. Therefore, ensuring a high degree of consistency in the processing rheological properties of raw materials between different batches is the primary control objective.
3. Testing Methods and Qualification Criteria
3.1 Core Test Item: Rheological Property Test
· Testing Equipment: Torque rheometer, equipped with a sealed mixer or capillary rheometer.
· Testing Standard: A unified testing standard operating procedure must be established, clearly specifying:
· Feeding amount and sequence
· Test temperature (should simulate the actual processing temperature range)
· Rotor speed (should reflect high-speed shear conditions)
· Test duration
· Qualification Criteria (Key Indicators):
· Core Requirement: The rheological curve (including torque-time curve, temperature-time curve) of the incoming batch must be compared against the rheological curve of the “Reference Batch” validated by production line performance.
· Consistency Criteria: The deviation of key characteristic points must be controlled within the following strict ranges:
· Plastification Time: Deviation ≤ ±5%
· Peak Torque: Deviation ≤ ±5%
· Equilibrium Torque: Deviation ≤ ±7%
· Curve Profile: The profile of the entire rheological curve should be essentially consistent with the “Reference Batch,” showing no abnormal fluctuations or inflection points.3.2 Auxiliary Test Items
To ensure the root cause of consistent performance, it is recommended to conduct the following tests simultaneously:
· Physical Properties: e.g., volatile content, apparent density, whiteness.
· Basic Physical Properties: Thermal stability test (e.g., Congo Red method) for dry blends.4. Workflow
1. Material Receipt: Each batch of raw materials must be accompanied by the supplier’s factory test report before warehousing.
2. Sampling: The quality control department shall draw representative samples from the batch according to the sampling standard.
3. Rheometer Testing: Quality inspectors perform the rheological test strictly according to the standard operating procedure and generate a comparison report.
4. Result Judgment and Release:
· Qualified: If the rheological curve and key parameters fully meet the qualification criteria, the batch is approved for release and can be used in production.
· Non-Qualified: If any key indicator exceeds the allowable deviation range, the batch is judged as non-conforming. The batch shall be quarantined, and Purchasing and the supplier shall be notified for disposition (return or replacement).
5. Data Archiving: The rheological curve and test report for each batch of raw materials must be archived electronically, establishing a raw material database to enable quality traceability. Please contact us if you require more detailed information. - The video below shows the commissioning of a 70 casement sash window extrusion mold using a KraussMaffei 92-32 parallel twin-screw extruder. The reading on the display is slightly inaccurate; the actual speed is 3.95 meters per minute..
- The video below shows the commissioning process of a glazing bead extrusion die, utilizing a German KraussMaffei 92-32 parallel twin-screw extruder. The reading displayed on the meter is inaccurate; the actual extrusion speed is 5.0 meters per minute..